

右下の小さい「鈴が峰 -> 鬼が城縦走路」印刷に気をよくして
左下の縦走路18cm角版
右上の北海道「幌尻岳」縦走18時間コース
そして左上が上高地と穂高
フィラメント使用も500g、160mと増えていく
はい、やりました・・・
急ごしらえの段ボール製フィラメント台につけていたベアリングの軸。間に合わせなので接着してなかったんですね。
印刷途中で脱線して最後はフィラメントが切れました。
切れたところから再開できるはずだったのですが、実は2cmほど樹脂が出ないまま空中に山を描いていたようで、継続が不可能
17時間の労作はゴミ箱 ポイッ
慌てて防湿ボックスのフィラメントを支えるバーを印刷することに。
ここでも失敗
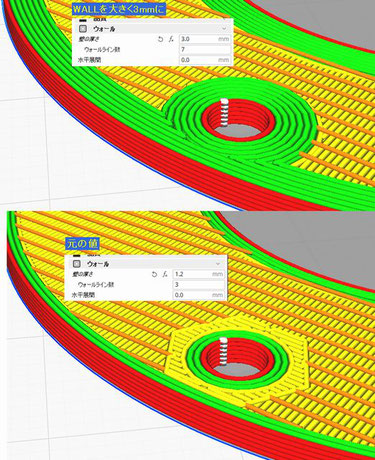
ちょっと慣れてきてたので、ネジ止め穴の周囲を太く設定を変えて印刷開始
上が補強後の内部構造
下が補強前
壁の厚さが1.2mmから3mmに増えています。
確かにネジ締め耐性は上がるはずなんですが・・・

ところが、
何をやっても印刷物を乗せる台から上空 1mm 程度から印刷を開始する。
いわゆる「焼きそば状態」という奴のようです。
目視して停止をかけるので被害は小さいのですけども、設定がクリアされたり2時間ほど悩みました。
結局、壁の厚さ設定を少し薄くしたら直ったのですが、ネット情報もないし、そりゃもう大変

最終的にはリールをかませる支柱は印刷できました。
が、今度は高さが足りない。
急遽、延長分ボビンを印刷するなど最後までドタバタでありました。

一応完成しました。
日本は湿度が高いので、素材プラスチックを放置すると短期間で劣化するようです。
ですが、リール取り出し口を塞いでいるキャップは消しゴム(情けない)
軟質素材のリールは買ってないし、これだけのために2500円は高価・・・

キャップは、6年前に遊びで買っていた「おゆまる」君という軟質プラスチックの存在を思い出して、急遽作成することに。(オリジナルアイデア!)
こいつ80度のお湯に浸けると軟化します。
内径8mmのスペーサと呼ばれる鉄管に入れて、
コンビニ箸を差し込んで、
冷えたらカッターで成形
という超アナログな手法で造形します。
決して無駄な3Dプリンタ投資はしない!

鉄管手法を採用する前に何種類か試したけど、これが一番きれいに製品化できたようで。
脱落防止の部品も作れば、半田ごてで溶接もできるけど、面倒なので今回はやらない。
「明日できることは明後日に、明後日でいいことは、もうやんない」が私のポリシー
手抜き重視の人生です。

これで一応完成
今回はトラブる原因が全然わからず「焼きそば」回避できたのは奇跡的でした。
また、3Dプリンタが一般に普及しない理由がよくわかった事件でありました。
アレはまさに工学系の「NC機械」そのものです。